
.net

| Terms of service | ||||
|
Brokking |
.net |
Let's keep it simple |
|
|
|
Milling carbon fiber howto.Carbon fiber reinforced polymer or carbon fiber for short is strong, light weight, attractive to look at, and easy to obtain. Due to these features the popularity of using carbon fiber increased enormous in the last couple of years. Especially among hobbyists. 
Machining carbon fiber however can be a real challenge for hobbyists because there is no magic formula for success. In this article the most important factors that can have a positive influence on the final result are explained. In most cases carbon fiber is machined with a router or milling machine. However, other metal machining methods can be used. In this article the main focus will be the milling process of carbon fiber by making use of a router. Small differences can cause big problemsThere are many different types of carbon fiber available. All with their own characteristics like thickness, strength to weight ratio, rigidity, fiber density, etc. There are also a lot of different routers available with their own rigidity, backlash, accuracy, etc. 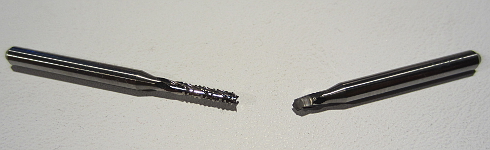
To the layman, these differences might not be of a great importance. In practice however it means that it is not possible to simply copy settings like feed rate, revolutions per minute (rpm), tool choice, etc. from one machine to the other without the understanding and knowledge of what is going on. Same goes for different materials. Every setup needs its own specific settings to get the optimal result. In the following chapters I will discuss some of the main factors that have a great influence on the final result.
Heat dissipationAn important disadvantage in comparison to metal is the low thermal conductivity of carbon fiber. This means that the machined material does not dissipate heat like most metals do. Too much heat will cause the resin, that holds the carbon fiber together, to damage or burn. Same goes for the used cutting tool. Excessive heat causes the tool to wear faster and replacement is inevitable. 
To prevent all of this the feed rates needs to be lower than with metal. This way the heat can be dissipated by the tool. Another preferable option is the use of a coolant like water (see below). Milling a grinding diskHigh elastic modulus causes the carbon fiber to be abrasive. This means (exaggerated) that milling carbon fiber is like milling a grinding disk. It causes the tool to wear faster. There is nothing that can be done to overcome this problem. A worn tool doesn't cut the carbon fibers, it pulls the fibers out of the resin causing delamination. When using new tools it is important to have a high interval quality check. This means a dimension and cutting quality check. When one of them fails it is necessary to change the tool. After a few changes a good sense about tool life is created. Choosing the correct toolAs described earlier, the tool needs to cut the carbon fiber not scraping it. In short: the tool needs a positive cutting edge so it knives its way into the carbon fibers. Tools with a neutral or negative cutting edge will rub or drag across the carbon fibers causing delamination, splintering and fraying. Due to the abrasive property of the carbon fiber the tool needs to be made of a high quality steel to ensure a long tool life. Most common materials used these days are, high speed steel or HSS, carbide and diamond-coated tools. Where HSS is mostly used for very short runs or prototyping. Diamond coated tools are usually too expensive for hobbyists. They are however the cutters choice for most composites machining companies. Carbide gives hobbyists a good balance between wear resistance and price. 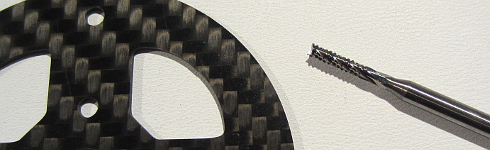
Carbon fiber is a composite material that consists of two parts, carbon fibers and resin that is used as a filling material. Carbon fibers can be cut with a flute geometry tool. The resin however can easily get clogged in the flutes causing a fast buildup of material. The heat generated by the clogged material will only make things worse. A good choice for hobbyists would be a solid carbide router with chip breaker or diamond cut. This tool provides the best balance between cutting the carbon fibers and the resin. Cutting debris is still efficiently cleared away or cut into smaller pieces. 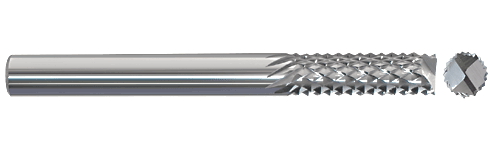
This type of tool also has more flutes than normal end mills. They are shallower making the core of the mill thicker and stiffer. The downside is that the feed rates are slower. The spindle motorA constant number of revolutions per minute (rpm) is important. With every rotation the tool needs to cut away the same amount of material. When the rpm of the tool drops the amount of material that needs to be cut increases because the feed rates stay the same. So it is important to use a spindle motor with enough power to keep the rpm of the tool constant. 
The only way to increase the feed rate of the tool is to increase the rpm. A higher rpm means more cuts per minute. The feed rates need to be increased to achieve the same amount of material per cut. Again, the spindle motor needs to be powerful enough to keep the same rpm during the complete cutting process.
Cooling and water bathEvery cut generates a small amount of heat. When the tool is running at a high rpm the generated heat can burn the carbon fiber and the tool. So it is important to dissipate the generated heat away from the tool and carbon fiber material. As described before, carbon fiber is a bad thermal conductor and does not dissipate heat like most metals do. 
In most cases the heat is dissipated by the tool to the surrounding air and the spindle motor. Sometimes it is beneficial to use a coolant like water. This way the carbon fiber is more protected against heat and the lifetime of the tool is increased. Another benefit is dust control. Most hobbyist will run a router in a multi purposes room where small carbon fiber particles can color the workspace black in no time. Dust aspiration does not guarantee a clean workspace as small particles can still get away. 
When cutting carbon fiber under water all dust particles are trapped in the water. This makes it possible to use the router on a desk so the speak. Slanted edgesCutting carbon fiber requires a sharp tool and the right amount of force to cut into the carbon fiber. When the tool is blunt or the tool cannot handle the amount of force during the cutting process the edges of the work piece might become slanted. 
When this is the case the tool needs to be replaced with a new one or a with a tool that is more suitable for cutting in carbon fiber. Most cutters that are suitable for carbon fiber have a thicker and stiffer core to prevent the tool from giving away. Final note
After reading this article it might sound complex to machine carbon fiber with a router. But trust me, it is not. Start with low feed rates and work your way up while keeping the previous chapters in mind. If you have any questions regarding this article send me a message via the
|
 contact
contact